Введение
Рентгеновское излучение – это излучение электромагнитного спектра определенной энергии, такое же, как свет или радиоволна. Основное промышленное применение рентгеновского излучения – неразрушающий контроль продукции, который возможен, благодаря свойству этого излучения проникать сквозь изучаемый объект, поглощаясь в нем с той или иной степенью.
Знание природы взаимодействия рентгеновского излучения с веществом образца контроля важно для специалиста неразрушающего контроля. Все материалы, даже вода и воздух, ослабляют проходящее через них рентгеновское излучение.
Интенсивность
На рисунке представлена простая схема эксперимента по ослаблению. Когда рентгеновское излучение с интенсивностью I0 проходит через объект контроля с радиационной толщиной L, интенсивность прошедшего излучения I описывается экспоненциальным законом:
Отношение I/I0 называется коэффициентом пропускания рентгеновского излучения.
На следующем рисунке показана зависимость коэффициента пропускания от толщины свинца и энергии излучения (напряжения трубки).
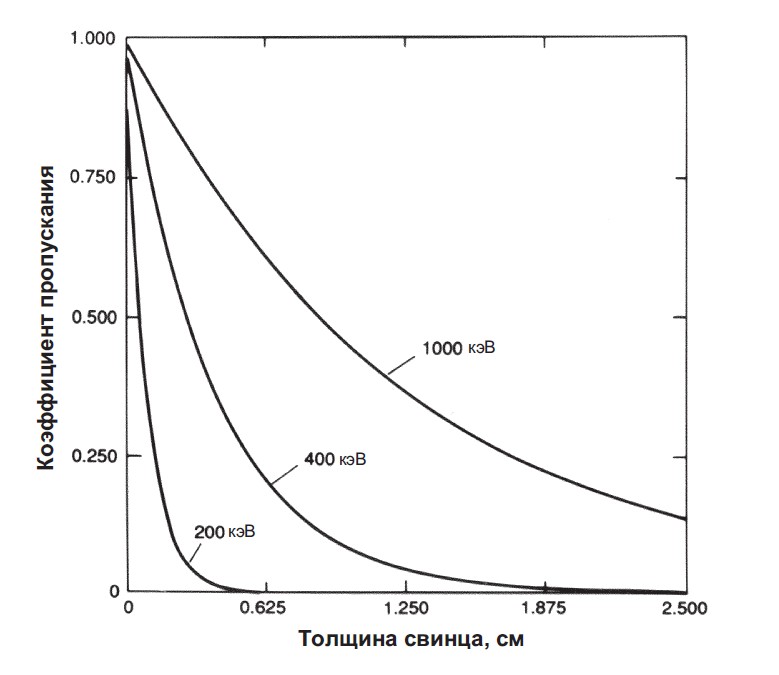
Из рисунка видно, что с увеличением толщины свинца уменьшается интенсивность прошедшего через него излучения, и наоборот, с увеличением напряжения на рентгеновской трубке коэффициент так же увеличивается.
Измерения с использованием различных источников и поглотителей показали, что коэффициент ослабления µе зависит от энергии рентгеновского излучения, атомного номера материала, и его плотности. Например, свинец обладает высокой плотностью и атомным номером и пропускает гораздо меньше излучения чем алюминий и сталь той же толщины.

Прошедшее излучение регистрируется приемниками определенных типов. В качестве приёмников могут выступать как рентгеновская пленка, на которой получается аналоговая теневая проекция образца, так и цифровой плоскопанельный детектор, который выводит цифровую теневую проекцию на монитор. Появление плоскопанельных детекторов позволило применять метод компьютерной томографии как способа неразрушающего контроля изделия.
Рентгеновская компьютерная томография
Принцип томографии заключается в получении объемной модели поверхности и внутренней структуры образца. При проведении 2D-рентгеновского контроля мы делаем один снимок исследуемой области. В случае компьютерной томографии образец поворачивается на манипуляторе на малые углы и делается большое число (обычно больше тысячи) таких же снимков, как и в случае рентгеновской инспекции. Таким образом, получается круговой набор теневых проекций. При этом время полного сканирования такой детали, как турбинная лопатка может составлять от нескольких минут для оценочного результата, до часа, для прецизионных измерений.
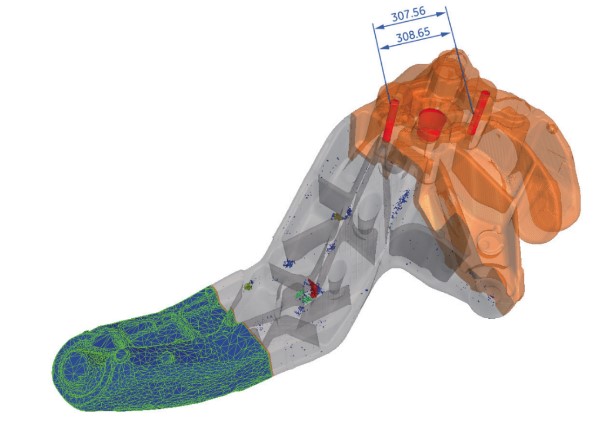
Затем, при помощи мощного ПО, использующего сложные алгоритмы, этот набор проекций преобразуется в 3D-модель исследуемого объекта. Из этого следует, что «пробегая» по каждому срезу модели мы различаем между собой дефекты, которые слились бы на пленке. Внутренние дефекты в виде мелких пор и включений отчетливо обнаруживаются, с визуализацией на срезах и 3D-модели. Трещины с раскрытием обнаруживаются вне зависимости от их ориентации. Материалы разной плотности и состава отчетливо различимы по уровням серого.
Радиационная толщина
Интенсивность прошедшего излучения всегда должна быть достаточной для регистрации. Поэтому при проведении томографии во всех проекциях необходимо помнить о радиационной толщине изделия, которая определяется по максимальному количеству материала между источником и детектором при вращении детали в поле излучения вокруг своей оси. В свою очередь для классического 2D-исследования (обзор одной теневой проекции) появляется возможность выбора наиболее удобной радиационной толщины в зоне контроля.

Граница контроля конкретной радиационной толщины определяется в зависимости от комплекса параметров томографа. С одной стороны, это динамический диапазон детектора с минимальным шумом, который показывает нижнюю точку регистрируемой интенсивности. С другой стороны, это мощность потока излучения при выбранной энергии. Эти параметры учитываются в характеристиках конечного изображения: CNR – контраст, SNR – сигнал. Для получения достоверных результатов нужно максимально увеличивать эти параметры, таким образом необходимо выбирать максимально возможную мощность и детектор с минимальным шумом.
Ниже приведены экспериментальные графики зависимости максимальной контролируемой радиационной толщины изделия от напряжения рентгеновской трубки для различных материалов.